

-
 English
English
-
 Español
Español
-
 Português
Português
-
 Русский
Русский
-
 Français
Français
-
 日本語
日本語
-
 Deutsch
Deutsch
-
 Tiếng Việt
Tiếng Việt
-
 Italiano
Italiano
-
 Nederlands
Nederlands
-
 ไทย
ไทย
-
Polski
-
 한국어
한국어
-
 Svenska
Svenska
-
 Magyar
Magyar
-
 Bahasa Melayu
Bahasa Melayu
-
 বাংলা
বাংলা
-
 Dansk
Dansk
-
 Suomi
Suomi
-
 हिन्दी
हिन्दी
-
 Filipino
Filipino
-
 Türkçe
Türkçe
-
 Gaeilge
Gaeilge
-
 العربية
العربية
-
 Bahasa Indonesia
Bahasa Indonesia
-
 Norsk
Norsk
-
 اردو
اردو
-
 Čeština
Čeština
-
 Ελληνικά
Ελληνικά
-
 Українська
Українська
-
 Basa Jawa
Basa Jawa
-
 فارسی
فارسی
-
 தமிழ்
தமிழ்
-
 తెలుగు
తెలుగు
-
 नेपाली
नेपाली
-
 မြန်မာ
မြန်မာ
-
 Български
Български
-
 ລາວ
ລາວ
-
 Latina
Latina
-
 Қазақша
Қазақша
-
 Euskera
Euskera
-
 Azərbaycan
Azərbaycan
-
 Slovenčina
Slovenčina
-
 Македонски
Македонски
-
 Lietuvių
Lietuvių
-
 Eesti
Eesti
-
 Română
Română
-
 Slovenščina
Slovenščina

-
Urządzenia do ogrzewania indukcyjnego
- Urządzenia do ogrzewania indukcyjnego do podgrzewania uzupełniającego
- Urządzenia do ogrzewania indukcyjnego do walcowania
- Urządzenia do ogrzewania indukcyjnego płyt
- Indukcyjne urządzenia grzewcze do kucia wstępnego
- Indukcyjne urządzenia grzewcze do prętów aluminiowych
- Indukcyjne urządzenia grzewcze do prętów tytanowych
- Indukcyjne urządzenia grzewcze do prętów miedzianych
- Linia do obróbki cieplnej indukcyjnej
- Linia do hartowania indukcyjnego i odpuszczania
- Linia do hartowania indukcyjnego





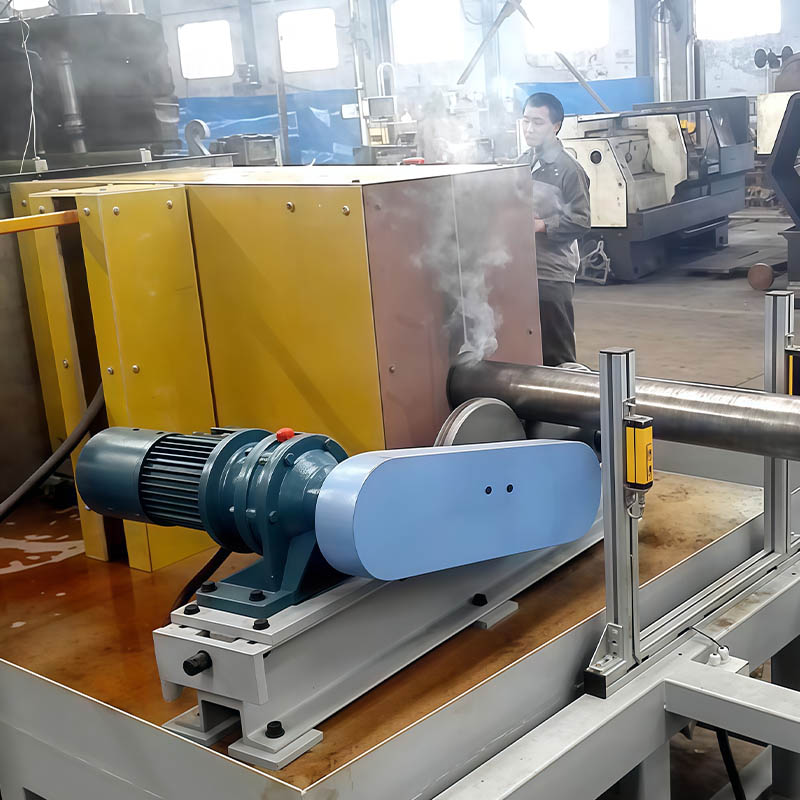

Linia do obróbki cieplnej rur stalowych
Linia do obróbki cieplnej rur stalowych nadaje się do hartowania i odpuszczania obróbki cieplnej rur stalowych, stali niskowęglowej, śrub turbin wiatrowych, śrub kotwowych, śrub pociągowych i prętów cylindrów hydraulicznych. Zapewnia wysokiej jakości obróbkę hartowania i odpuszczania z wysoką wydajnością i precyzyjną kontrolą.
Wyślij zapytanie
Ckategoria | Konkretne parametry |
Układ zasilania - hartowanie | 160 kW - 3000 kW / 0,5 - 4 kHz |
Układ zasilania - odwrotny skutek | 200 kW - 3000 kW / 0,5 - 2,5 kHz |
Wydajność | 1,5-10 ton/godz |
Zakres zastosowania | 20-150 mm |
Przenośnik rolkowy | Oś przenośnika rolkowego tworzy pewien kąt z osią roboczą, dzięki czemu obrabiany przedmiot obraca się i jest podawany z jednakową prędkością podczas procesu transportu, co zapewnia bardziej równomierne nagrzewanie. Przenośnik rolkowy w korpusie pieca wykonany jest z niemagnetycznej stali nierdzewnej 304 i poddawany jest obróbce chłodzenia wodą; przenośnik rolkowy w pozostałych częściach wykonany jest ze stali 45 i utwardzanej powierzchniowo. |
Grupowanie przenośników rolkowych | Przenośnik rolkowy jest podzielony na grupę podającą, grupę nagrzewania indukcyjnego i grupę wyładowczą, z których każda jest niezależnie sterowana. Pomaga to uzyskać ciągłe ogrzewanie i uniknąć przerw pomiędzy elementami obrabianymi. |
Sterowanie temperaturą w pętli zamkniętej | Podczas procesów hartowania i odpuszczania stosuje się termometr na podczerwień i system PLC, tworząc system sterowania w pętli zamkniętej w celu precyzyjnej kontroli temperatury. |
Przemysłowy komputerowy system sterowania | Wyświetla aktualne parametry pracy w czasie rzeczywistym, rejestruje, przechowuje i drukuje parametry przedmiotu obrabianego, a także posiada funkcje wyświetlania usterek i alarmów w celu zapewnienia bezpieczeństwa pracy. |
●Wysoka produktywność: Linia produkcyjna może przetwarzać od 0,5 do 5 ton produktu na godzinę, spełniając potrzeby produkcji na średnią i dużą skalę.
●Wysokowydajne ogrzewanie: Jednolity i precyzyjny system kontroli temperatury ogranicza straty energii i poprawia jakość ogrzewania.
●Efektywność energetyczna: Nowoczesny system nagrzewania indukcyjnego średniej częstotliwości charakteryzuje się wysokim współczynnikiem mocy, skutecznie zmniejszając zużycie energii.
●Łatwa obsługa: Zaawansowany system kontroli temperatury i zarządzania sprzętem upraszcza obsługę i konserwację.