

-
 English
English
-
 Español
Español
-
 Português
Português
-
 Русский
Русский
-
 Français
Français
-
 日本語
日本語
-
Deutsch
-
 Tiếng Việt
Tiếng Việt
-
 Italiano
Italiano
-
 Nederlands
Nederlands
-
 ไทย
ไทย
-
 Polski
Polski
-
 한국어
한국어
-
 Svenska
Svenska
-
 Magyar
Magyar
-
 Bahasa Melayu
Bahasa Melayu
-
 বাংলা
বাংলা
-
 Dansk
Dansk
-
 Suomi
Suomi
-
 हिन्दी
हिन्दी
-
 Filipino
Filipino
-
 Türkçe
Türkçe
-
 Gaeilge
Gaeilge
-
 العربية
العربية
-
 Bahasa Indonesia
Bahasa Indonesia
-
 Norsk
Norsk
-
 اردو
اردو
-
 Čeština
Čeština
-
 Ελληνικά
Ελληνικά
-
 Українська
Українська
-
 Basa Jawa
Basa Jawa
-
 فارسی
فارسی
-
 தமிழ்
தமிழ்
-
 తెలుగు
తెలుగు
-
 नेपाली
नेपाली
-
 မြန်မာ
မြန်မာ
-
 Български
Български
-
 ລາວ
ລາວ
-
 Latina
Latina
-
 Қазақша
Қазақша
-
 Euskera
Euskera
-
 Azərbaycan
Azərbaycan
-
 Slovenčina
Slovenčina
-
 Македонски
Македонски
-
 Lietuvių
Lietuvių
-
 Eesti
Eesti
-
 Română
Română
-
 Slovenščina
Slovenščina






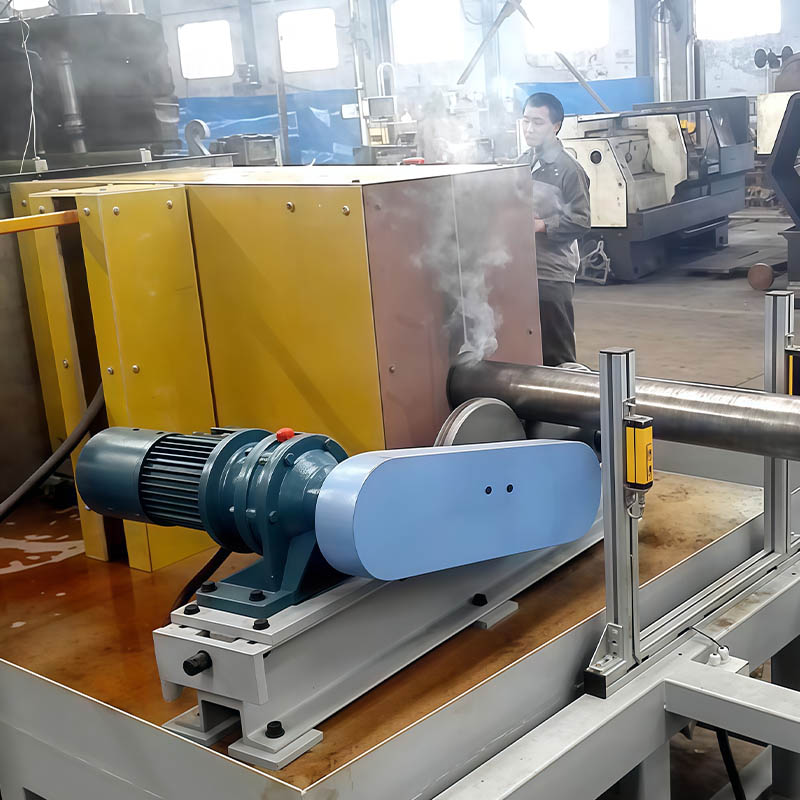

Wärmebehandlungslinie für Stahlrohre
Die Stahlrohr-Wärmebehandlungslinie eignet sich zum Abschrecken und Anlassen von Stahlrohren, kohlenstoffarmem legiertem Stahl, Windkraftanlagenbolzen, Ankerbolzen, Leitspindeln und Hydraulikzylinderstangen. Es bietet hochwertige Abschreck- und Anlassbehandlungen mit hoher Produktivität und präziser Steuerung.
Anfrage senden
CKategorie | Spezifische Parameter |
Stromversorgungssystem - Abschrecken | 160 kW – 3000 kW / 0,5 – 4 kHz |
Stromversorgungssystem - Fehlschlag | 200 kW – 3000 kW / 0,5 – 2,5 kHz |
Ertrag | 1,5-10 Tonnen/Stunde |
Anwendungsbereich | 20-150mm |
Förderrollenbahn | Die Achse der Rollenbahn bildet mit der Arbeitsachse einen bestimmten Winkel, der dafür sorgt, dass sich das Werkstück während des Fördervorgangs dreht und mit gleichmäßiger Geschwindigkeit zugeführt wird und somit eine gleichmäßigere Erwärmung gewährleistet ist. Der Rollenförderer im Ofenkörper besteht aus nichtmagnetischem Edelstahl 304 und wird einer Wasserkühlungsbehandlung unterzogen. Die Rollenbahn besteht ansonsten aus 45er Stahl und ist oberflächengehärtet. |
Gruppierung von Rollenbahnen | Der Rollenförderer ist in eine Zuführgruppe, eine Induktionsheizgruppe und eine Entladegruppe unterteilt, die jeweils unabhängig gesteuert werden. Dies trägt dazu bei, eine kontinuierliche Erwärmung zu erreichen und Lücken zwischen den Werkstücken zu vermeiden. |
Temperaturregelung | Während der Abschreck- und Anlassprozesse werden ein Infrarot-Thermometer und ein SPS-System verwendet, um ein Regelsystem zur präzisen Steuerung der Temperatur zu bilden. |
Industrielles Steuerungscomputersystem | Es zeigt aktuelle Arbeitsparameter in Echtzeit an, erfasst, speichert und druckt Werkstückparameter und verfügt über Fehleranzeige- und Alarmfunktionen zur Gewährleistung der Betriebssicherheit. |
●Hohe Produktivität: Die Produktionslinie kann 0,5 bis 5 Tonnen Produkt pro Stunde verarbeiten und erfüllt damit die Anforderungen mittlerer bis großer Produktionsmengen.
●Hocheffiziente Heizung: Ein gleichmäßiges und präzises Temperaturregelsystem reduziert den Energieverlust und verbessert die Heizqualität.
●Energieeffizienz: Das moderne Mittelfrequenz-Induktionsheizsystem verfügt über einen hohen Leistungsfaktor und reduziert so effektiv den Energieverbrauch.
●Einfache Bedienung: Ein fortschrittliches Temperaturkontroll- und Gerätemanagementsystem vereinfacht Betrieb und Wartung.