

-
 English
English
-
 Español
Español
-
 Português
Português
-
 Русский
Русский
-
 Français
Français
-
 日本語
日本語
-
 Deutsch
Deutsch
-
 Tiếng Việt
Tiếng Việt
-
 Italiano
Italiano
-
 Nederlands
Nederlands
-
 ไทย
ไทย
-
 Polski
Polski
-
 한국어
한국어
-
 Svenska
Svenska
-
 Magyar
Magyar
-
 Bahasa Melayu
Bahasa Melayu
-
 বাংলা
বাংলা
-
 Dansk
Dansk
-
 Suomi
Suomi
-
 हिन्दी
हिन्दी
-
 Filipino
Filipino
-
 Türkçe
Türkçe
-
 Gaeilge
Gaeilge
-
 العربية
العربية
-
 Bahasa Indonesia
Bahasa Indonesia
-
 Norsk
Norsk
-
 اردو
اردو
-
 Čeština
Čeština
-
 Ελληνικά
Ελληνικά
-
 Українська
Українська
-
 Basa Jawa
Basa Jawa
-
 فارسی
فارسی
-
 தமிழ்
தமிழ்
-
 తెలుగు
తెలుగు
-
 नेपाली
नेपाली
-
 မြန်မာ
မြန်မာ
-
Български
-
 ລາວ
ລາວ
-
 Latina
Latina
-
 Қазақша
Қазақша
-
 Euskera
Euskera
-
 Azərbaycan
Azərbaycan
-
 Slovenčina
Slovenčina
-
 Македонски
Македонски
-
 Lietuvių
Lietuvių
-
 Eesti
Eesti
-
 Română
Română
-
 Slovenščina
Slovenščina

-
Индукционно нагревателно оборудване
- Индукционно нагревателно оборудване за нагряване на грим
- Индукционно нагревателно оборудване за валцоване
- Индукционно нагревателно оборудване за плочи
- Индукционно нагревателно оборудване за предварително коване
- Индукционно нагревателно оборудване за алуминиеви пръти
- Индукционно нагревателно оборудване за титанови пръти
- Индукционно нагревателно оборудване за медни пръти
- Линия за индукционна топлинна обработка
- Линия за индукционно закаляване и темпериране
- Линия за индукционно закаляване





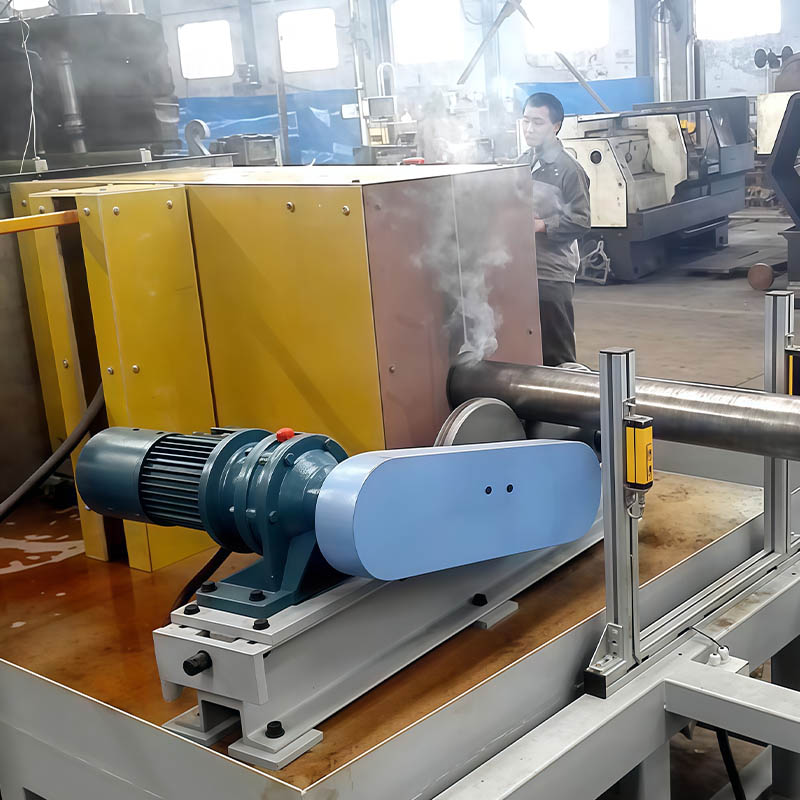

Линия за термична обработка на стоманени тръби
Линията за топлинна обработка на стоманени тръби е подходяща за закаляване и темпериране на топлинна обработка на стоманени тръби, нисковъглеродна легирана стомана, болтове за вятърни турбини, анкерни болтове, водещи винтове и пръти на хидравлични цилиндри. Осигурява висококачествени обработки за закаляване и темпериране с висока производителност и прецизен контрол.
Изпратете запитване
Вкатегория | Специфични параметри |
Система за захранване - гасене | 160KW - 3000KW / 0,5 - 4kHz |
Захранваща система - backfire | 200KW - 3000KW / 0,5 - 2,5kHz |
Доходност | 1,5-10 тона/час |
Обхват на приложение | 20-150 мм |
Конвейер ролков транспортьор | Оста на ролковия конвейер образува определен ъгъл с работната ос, като гарантира, че детайлът се върти и се подава с еднаква скорост по време на процеса на транспортиране, като по този начин се осигурява по-равномерно нагряване. Ролковият конвейер в тялото на пещта е изработен от 304 немагнитна неръждаема стомана и е подложен на обработка с водно охлаждане; ролковият транспортьор в други части е изработен от стомана 45 и повърхностно закален. |
Групиране на ролков транспортьор | Ролковият конвейер е разделен на захранваща група, индукционна нагревателна група и разтоварваща група, всяка от които се контролира независимо. Това помага да се постигне непрекъснато нагряване и да се избегнат празнини между детайлите. |
Контрол на температурата в затворен контур | По време на процесите на охлаждане и темпериране, инфрачервен термометър и PLC система се използват за образуване на система за управление със затворен контур за прецизен контрол на температурата. |
Индустриална компютърна система за управление | Той показва текущите работни параметри в реално време, записва, съхранява и отпечатва параметрите на детайла и има функции за показване на неизправности и аларми, за да гарантира безопасността на работа. |
●Висока производителност: Производствената линия може да обработва от 0,5 до 5 тона продукт на час, задоволявайки нуждите на средно до едромащабно производство.
●Високоефективно отопление: Единната и прецизна система за контрол на температурата намалява загубата на енергия и подобрява качеството на отопление.
●Енергийна ефективност: Модерната средночестотна индукционна отоплителна система има висок коефициент на мощност, ефективно намаляващ потреблението на енергия.
●Лесна работа: Усъвършенствана система за контрол на температурата и управление на оборудването опростява работата и поддръжката.